In the case of machined workpieces, not only the hardness, but also the residual stress in its depth distribution will be of interest. In order to provide quality information regarding the microstructure of a grinded component, the nital etching method is often used. This method does not work completely nondestructively. Grinding defects, e.g., tempering zones and re-hardening zones, will be indicated by the discoloration of the surface after the etching process. This method is useful so long as the information from the material’s surface is sufficient to describe the overall quality of the grinded workpiece.

|

|

|
| Thermal damage may be caused during grinding | Different types of thermal damage and the temperatures at which they occur | Acid immersion method to determine burn grade |
Nevertheless, thermally induced changes in the microstructure and residual stress due to grinding could reach up to 100 _m material depth or more. Moreover, such deep grinding defects could be “hidden”, e.g., covered by material with appropriate microstructure and residual stress. In such cases, it will not be possible to detect all grinding burns with nital etching.
For years, 3MA has been used for the nondestructive detection and characterization of grinding burns. Such applications of 3MA have been developed in cooperation with industrial partners. As part of a research project (FVA No. 453) with research partner FZG from Technical University of Munich, the relationships between the load-bearing capacity of gearwheels and the hardness (Hd) and residual stress (RS) in the gear wheel tooth flanks that are influenced by grinding were examined.
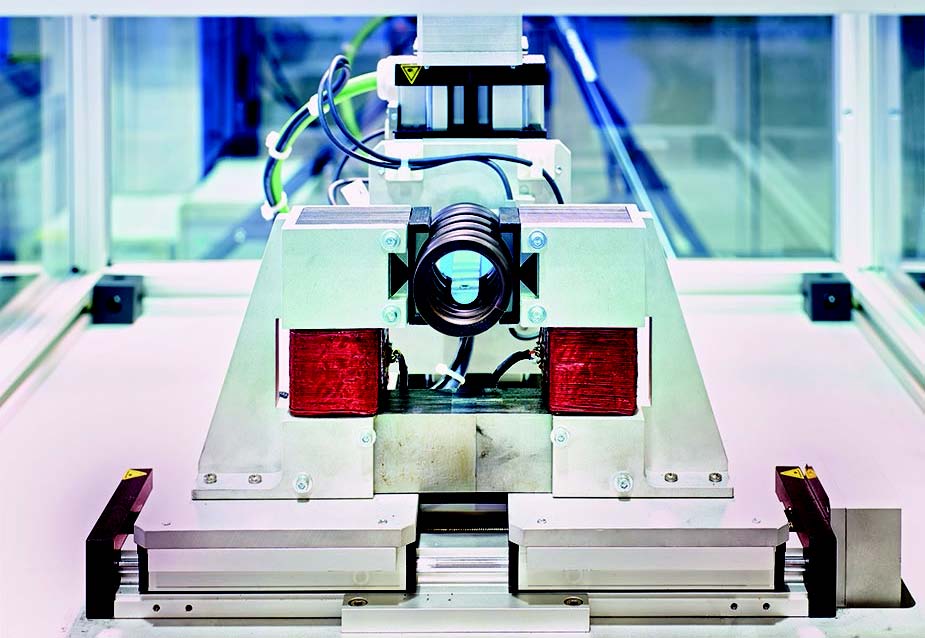
On the basis of the 3MA technique, the gearwheels were nondestructively tested, so that a tested gearwheel could be systematically examined in running tests with regard to its tooth flank load capacity and with regard to the change of the material properties in the tooth flanks. A specially adapted and miniaturized 3MA probe was developed and then integrated into a multi-axis manipulation system (see Figure below). This so-called “3MA gearwheel scanner” allows for the tooth flanks to be scanned in meander-shaped surface scans.

|

|

|
| 3MA-GSS Gearwheel Scanner System |
Results of the calibration to depth-dependent material properties: (a) hardness at depths of 0.1, 0.2, 0.3, 1.0, and 3.0 mm (b) residual stress at depths of 0, 0.01, 0.02, 0.04, and 0.06 mm. |
|
For calibration, the 3MA measuring parameters were recorded on undamaged gear wheels with different degrees of grinding damage. Subsequently, the gradients of Hd and RS in these gearwheels were measured with the reference methods (Vickers hardness and X-ray diffractometry). On this database, the 3MA system was calibrated to hardness (Hd) at the material depths of 0.1, 0.2, 0.3, 1.0, and 3.0 mm and to the residual stress (RS) at the depths of 0.00, 0.01, 0.02, 0.04, and 0.06 mm (see Figure above). The results show remarkably good correlations between 3MA parameters and Hd and RS; the RMSE value for the Hd calibration was 3HV and for the RS calibration 10 MPa, respectively.
The application of the calibrated 3MA system on gearwheels with different degrees of grinding damage is shown in the following Figure. Table below shows the meaning of the marking codes of the curves in the diagrams of the Figure.

|

|
| Hardness curve | Residual Stress curve |
Results of measurements with the calibrated 3MA in gearwheels showing different degrees of grinding damage with designations (FA0-II、FB1-II、FB2-II、FB3-II、FD3-II、FE3-II)
| FA0-II | No grinding damage | FB1-II | Light tempered zones at < 10% of the flank |
| FB2-II | Light tempered zones at 10 to 25% of tooth flank | FB3-II | Light tempered zones at > 25% of tooth flank |
| FD3-II | Strong tempered zones | FE3 | Re-hardening |
Results of different types of calibration—3MA without and with US parameters
Because the application of 3MA is completely nondestructive, such measurements of hardness and residual-stress profiles could be repeated during the stress tests of the grinded gearwheels, as is often as desired. These investigations allowed for detailed analysis of the relation between the extent of grinding damage and the behavior of the gearwheels during the stress tests. Characteristic features in the Hd and RS profiles that are relevant to the durability of the gearwheel could be identified, allowing for the load-bearing capacity (pitting fatigue strength) of grinded gearwheels to be predicted based on measurements with 3MA.
The determination of depth-profiles of hardness (Hd) and residual stress (RS) is useful, not only for gearwheels, but also for other elaborately processed components, such as valve springs. The production process of these high-performance parts includes several steps that result in a final product with complicated Hd and RS depth-profiles. These can be nondestructively determined with the 3MA “valve spring scanner”, which is shown in Figure on the left. As shown in Figure on the right, H can be determined at material depths of 0.25, 0.50, 1.00, and 2.00 mm and RS at depths of 0.00, 0.05, 0.10, 0.20, and 0.30 mm.

|

|
| 3MA valve spring scanning system for measuring hardness and residual stress at many depths of valve spring non-destructively. | 3MA scanner system applied for depth-dependent determination of hardness (Hd) and residual stress (RS). |
3MA is a comprehensive non-destructive testing technology characterized by "micro-magnetism, multi-parameter, micro-structure and stress analysis". For more information, please contact LAB GAGES, or go on to visit our 3MA series Nondestructive Testing Systems Product Center.
311,Building 5,No.81,Meiyue Road,Waigaoqiao Free Trade Zone,Pudong,Shanghai,China
amy@labgages.com
021-50473900


About LAB | Cooperative Brand | Contact us | Sitemap

沪公网安备 31011502000213号

 沪ICP备12021537号-1
©2012-2024 LAB GAGES
沪ICP备12021537号-1
©2012-2024 LAB GAGES

 Contact Us
Contact Us English
English 简体中文
简体中文